Polykarbonát (PC) se lisováním vytvaruje do plochého plechu. V procesu vytlačování je polykarbonát poháněn kontinuálně podél šneku přes oblast vysoké teploty a tlaku, kde je roztaven a zhutněn, a nakonec protlačen tvarem matrice. PC lze extrudovat do různých tloušťek: 0,25 mm, 0,5 mm, 0,7 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm a 2,0 mm. Běžně používaná tloušťka je 0,5 mm, 0,7 mm, 0,8 mm a 1,0 mm.
PC lze kombinovat s různými barvivy a získat tak reflexní, fluorescenční, optický a transparentní efekt.
Šnekový extruder může být aplikován jinou texturou k vytvoření textury PC listu.
Koextruze PC / PMMA. Filmy nebo fólie se skládají z vrstev dvou nebo více různých polymerů, které lze vyrobit smícháním proudů roztavené látky. Tento proces lze použít ke kombinování materiálů k zajištění kombinace vlastností, které nelze získat v jediném polymeru.
Počítač s vakuovým tvarováním může poskytovat ochranu proti nárazu, protože lebka chrání mozek.
Vakuově tvarující PC může být posuvná vrstva pro vytvoření funkce MIPS za účelem řízení energie rotačního nárazu.
Tvarování za tepla je populární proces výroby helmy, při kterém se do pece předehřívá sítotiskový barevný polykarbonátový plech, polykarbonát se umístí do vakuového stroje, list se zahřeje na pružnou teplotu tvarování, tvaruje se do určitého tvaru ve formě, tvar různých výrobků a výška by způsobila různé protahování během vakuového tvarování, čím tenčí vakuově tvarovaný PC, tím větší je riziko vyblednutí barvy nebo snížení pevnosti přilby, proto je důležité analyzovat a zvolit správnou tloušťku polykarbonátového plechu, která souvisí s kvalitou přilby a zkouškou nárazem. a oříznut tak, aby vytvořil použitelný produkt.
Před procesem vakuového tváření naneseme na polykarbonátovou vrstvu po protlačování vrstvu ochranného filmu, fólie chrání polykarbonát před poškrábáním během formování EPS a ochrannou fólii odstraníme při konečné montáži přilby na konci.
Kompozitní PC PMMA

Transparentní barevné PC

Zrcadlový optický počítač
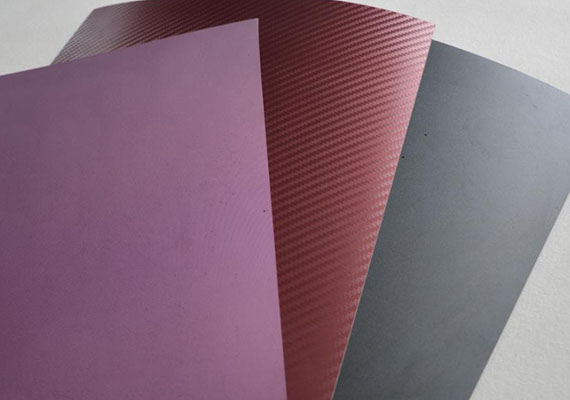
PC s texturou

Fluorescenční PC
